|
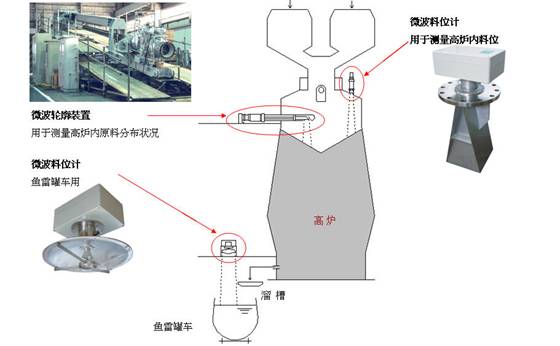
高炉内原料量位用微波料位计
1. 目的
炼铁厂的高炉、是把矿石熔解还原来制铁的最重要的设备,为了能高效率的稳定操作、安装使用有许多测量机器。
特别是高炉内原料的存货量位的测量装置是控制向高炉内投放原料不可缺少的东西,这些测量装置被要求有很高的测量精度以及能够坚持在高温高压高粉尘浮游的恶劣状态下也可以长时间稳定的连续运转。
为了使高炉内熔解的状态稳定从而提高生产量,对应熔解速度有计划的投入原料、维持炉内原料量在一定范围内是非常必要的。
从而,为了变更配合在熔解速度发生变化,或者因为滑料现象而发生的原料量位突然变化的时候,迅速改变原料投入的速度,可以使用微波料位计来进行远隔在线的连续测量。
2. 以前的方式
重锤式
・在原料装入过程中不能测量。
・因为机械性可动部位比较多,需要定期的清扫维护
・不容易检测出滑料/悬料。
3.导入微波料位计的好处
3-1.节省维修清扫
因为没有机械性的可动部位,所以清扫维护起来很简单。
因为提供有N2喷槽装置,不仅有冷却的功能、同时也可以防止粉尘进入、附着于天线内部,而且也不需要定期的清扫维护。
3-2.连续测量
因为FMCW雷达方式是在连续变换周波数的同时来进行测量的,所以在高炉内也可以稳定的连续测量。
没有必要象重锤式那样在装入原料的时候把重锤卷到上边等候。
在装入原料的同时也可以测量。
3-3.可以早期发现滑料/悬料
如前面所说的,因为是完全的连续测量,所以可以早期发现滑料/悬料。
也可以检测出在装入原料是发生的滑料/悬料。
3-4.测量有效距离长
最长可以测量40m。
并且测量领域可以任意变化。
在停风时需要测量缩短的量位,重锤方式必须要通过更换钢丝绳等多重工序才可以测量,而我公司的微波料位计只需要简单的调整程序的参数就可以测量出停风时缩短的量位。
4. 主要的式样
|
1 |
检测方法 |
FMCW雷达方式(FFT解析) |
|
2 |
微波周波数频 |
10GHz频、调频幅1GHz(9.5~10.5GHz) |
|
3 |
微波输出 |
10mW |
|
4 |
天线 |
角锥体形 |
|
5 |
放射角 |
±6° |
|
6 |
检测有效距离 |
2.5~40m |
|
7 |
精度 |
±0.2%F.S. |
|
8 |
电源 |
AC85~265V 50/60Hz |
|
9 |
水平信号 |
DC4~20mA(单独输出) |
|
10 |
警报输出 |
严重故障(1C)以及轻微故障(1A或者1B) |
|
11 |
通信 |
RS232C或者RS422 |
|
12 |
冷却构造 |
N2喷槽装置 |
|
13 |
调试 |
专用程序(OS∶WINDOWS) |
|
14 |
特别选择 |
·N2压力开关
·空气过滤组套
·量位表示盘 |
* 其他详细请参照附图的EST No.440014。
5. 自我推荐要点
|
1 |
特征 |
是以在高炉内严酷的条件下也可以长期稳定的连续测量为目的而开发出来的料位计,设计装有N2喷射装置、耐压外壳、瓦斯扩散拴等装备。 |
|
2 |
可靠性 |
·采用FMCW雷达方式。
·采用最适合高炉设备的10GHz带域的(调频幅1GHz)的周波数带域。
·微波输出是10mW,做为料位计来说具有强劲式样。
(高炉内的环境下也不会有信号衰减,可以稳定的测量。)
·依靠N2喷槽装置来进行冷却以及防止粉尘的进入。 |
|
3 |
经济性 |
·不需要准备磨损备用品。
·不需要清扫维护。
·因为是小型,所以跟重锤式相比大幅度减少了安装空间。 |
|
4 |
实际应用 |
·在日本是100%的市场率。
·在其他国家地区(中国、台湾)也都有提供的实例。
·详细的实例请参考添附的供货实例表。 |
|